В современном промышленном производстве процесс превращения мелкого порошка в однородные, правильные гранулы — известный как грануляция — является ключевым этапом в таких областях, как химическая промышленность, производство удобрений, металлургия, пищевая и фармацевтическая промышленность. Среди множества технологий гранулирования валковая грануляция выделяется своей уникальной и эффективной методикой физического формования, став ведущей технологией для обработки больших объемов нетермостойких материалов.
1. Основной принцип: Когда давление встречается с матрицей
Представьте себе традиционное изготовление китайских травяных пилюль — порошок помещается в форму и прессуется под внешним давлением. Основная концепция валковой грануляции очень похожа: это типичная технология «сухого» или «полусухого» формования.
Ее рабочий процесс можно обобщить в три ключевых этапа:
- Подача и предварительное прессование: Однородно смешанный сухой порошок или влажный материал с очень низким содержанием влаги (обычно <10%) точно и непрерывно подается в зазор между двумя параллельными, синхронно вращающимися навстречу друг другу валками.
- Формование под высоким давлением: Поверхность этих валков не гладкая, а имеет выгравированные полусферические или специальные полости (формовочные ячейки). Когда материал проходит через узкий зазор между валками, он подвергается огромному линейному давлению (обычно от десятков до сотен МПа). Под таким высоким давлением воздух между частицами материала вытесняется, сами частицы подвергаются пластической деформации и плотному сцеплению, в конечном итоге образуя в матрице плотные заготовки.
- Выбивка и классификация: По мере продолжения вращения валков сформированные пластинчатые или стержневидные заготовки выталкиваются из матриц и под действием собственного веса или незначительной внешней силы разламываются по предусмотренным линиям раздела (перемычкам между полостями), образуя отдельные гранулы. Впоследствии с помощью простой системы просеивания отделяются готовые гранулы от небольшого количества мелочи, которая возвращается в процесс как оборотный материал, обеспечивая полное использование сырья.
2. Почему выбирают валковую грануляцию? Шесть ключевых преимуществ
По сравнению с традиционной мокрой грануляцией (например, в барабанных грануляторах, методом распыления суспензии) линия валковой грануляции демонстрирует неоспоримые преимущества:
- Настоящий «чемпион» по энергосбережению без сушки: Весь процесс не требует системы горячей сушки, материал формуется при комнатной температуре или с использованием только собственного физико-химического тепла, что значительно снижает энергопотребление и предотвращает разложение термочувствительных компонентов.
- Высокий выход гранул, практически без отходов: Процесс формования — это физическое уплотнение, прочность гранул напрямую зависит от давления, выход готовой продукции обычно достигает 85%-95% и выше. Несформованная мелочь может быть возвращена в цикл, общий коэффициент использования материала близок к 100%.
- Высокая плотность и отличные характеристики продукта: Производимые гранулы обладают высокой насыпной плотностью, низкой пористостью и высокой механической прочностью. Это делает продукт менее подверженным разрушению при хранении и транспортировке, уменьшает пыление, улучшает сыпучесть, облегчая последующее дозирование и упаковку.
- Экологичность и чистое производство: Нет выбросов в атмосферу, не требуется очистка от пыли или влаги; производственная пыль контролируема, рабочая среда более чистая.
- Короткий процесс, низкие капитальные и эксплуатационные затраты: Исключаются громоздкие сушилки, охладители, теплогенераторы и сопутствующие системы пылеудаления, технологическая цепочка сокращается, оборудование занимает меньше места, что приводит к значительному снижению первоначальных инвестиций и затрат на техническое обслуживание.
- Гибкое регулирование спецификаций продукта: Путем замены валков с матрицами разного размера и формы (например, круглой, овальной, подушкообразной) на одном и том же оборудовании можно легко производить гранулы различных размеров и форм, обеспечивая высокую гибкость.

3. Типичные области применения: Для кого это наиболее подходит?
Валковая грануляция не универсальна, но она превосходно работает в своей нише:
- Производство удобрений:
- Органические и биоорганические удобрения: Гранулирование компостированной органики с функциональными микроорганизмами, избегая гибели полезных микробов из-за высокой температуры.
- Сложные удобрения (сырье для BB-удобрений): Производство высокопрочных базовых гранул для последующего смешивания.
- Кондиционеры почвы, удобрения с замедленным высвобождением: Давление при формовании способствует созданию определенной физической структуры для медленного высвобождения.
- Металлургия/Огнеупорные материалы: Прессование рудных концентратов, порошков огнеупоров в высокопрочные окатыши или брикеты для плавки или использования.
- Химическая промышленность: Гранулирование различных неорганических солей, пигментов, носителей катализаторов, моющих средств и т.д.
- Пищевая и кормовая промышленность: Формование сахара, соли, глутамата натрия, кормовых добавок и т.п.
- Фармацевтическая и керамическая промышленность: Применимо для гранулирования некоторых термочувствительных промежуточных фармацевтических продуктов и предварительного формования керамических масс.
4. Ключевые аспекты технологии и соображения при выборе
Для успешной эксплуатации линии валковой грануляции критически важны следующие моменты:
- Свойства материала — ключевой фактор: Гранулометрический состав, влажность, пластичность и связующая способность материала являются решающими для возможности применения валковой грануляции и ее эффективности. Обычно требуется определенная доля мелких фракций и подходящие «самосвязующие» свойства или добавление небольшого количества связующего для облегчения формования.
- «Искусство» давления и матрицы: Установка давления требует точного расчета: слишком низкое — не формуется, слишком высокое — может привести к перегрузке оборудования или получению чрезмерно твердых гранул. Материал (например, легированная сталь), твердость, чистота поверхности и конструкция полостей матрицы напрямую определяют внешний вид гранул, их прочность и производительность.
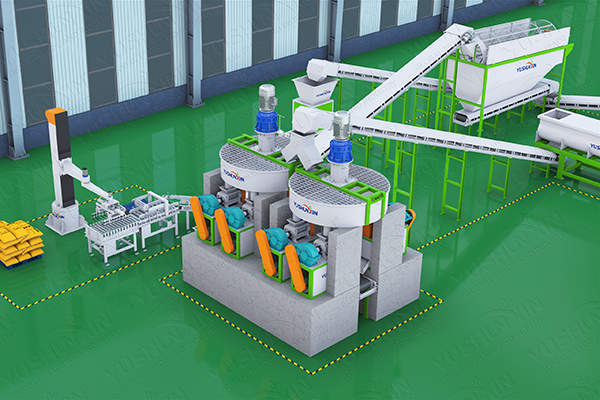
- Полная системная интеграция: Эффективная линия валковой грануляции — это не просто два прессующих валка. Для стабильного и непрерывного автоматизированного производства необходима слаженная работа предшествующих систем точного дозирования и эффективного смешивания, а также последующих систем интеллектуального просеивания и возврата мелочи.
В наши дни, когда стремятся к зеленому производству, энерго- и ресурсосбережению, технология валковой грануляции, благодаря простому физическому принципу, выдающейся экономической эффективности и экологичности, обретает новую жизнь. Она не зависит от высоких температур и сложных химических реакций, а превращает чистое давление в аккуратный продукт, что по праву можно назвать «искусством формования твердых тел» в современной промышленности.
Если ваш продукт представляет собой порошок, и его необходимо преобразовать в гранулированную форму, более удобную для обработки, хранения и применения, стоит в первую очередь задуматься: не ждет ли вас высокоэффективный валковый гранулятор, готовый придать вашим порошкам идеальную форму? Для получения более подробной информации, пожалуйста, посетите:https://www.sxmashina.com/rolikovaya-ekstruzionnaya-liniya-granulyatsii/
No Responses