Сульфат аммония (AS) — одно из распространённых азотных удобрений, отличающееся хорошей растворимостью и стабильным содержанием азота. На практике потребители чаще предпочитают гранулированный продукт: его удобнее дозировать, он стабильнее при перевозке, меньше пылит, меньше склонен к слёживанию при хранении и обеспечивает более равномерное внесение. Поэтому при создании линии гранулирования кристаллического сульфата аммония ключевая задача — превратить кристаллическое сырьё (неоднородная крупность, пыление, средняя сыпучесть) в готовые гранулы с достаточной прочностью, узким грансоставом, низкой пыльностью и более однородным внешним видом.
Среди разных способов гранулирования для кристаллических материалов особенно привлекательна экструзионная (прессовая) грануляция: формование возможно без высокотемпературного плавления, схема получается более компактной и лучше подходит для непрерывного производства. Ниже разобраны основные моменты проектирования линии гранулирования кристаллического сульфата аммония с точки зрения технологической схемы, ключевого оборудования, контроля качества и типовых проблем.
1. Зачем гранулировать кристаллический сульфат аммония?
Типичные проблемы кристаллического продукта:
- слишком мелкая фракция или широкий грансостав: ухудшается равномерность внесения и качество последующего смешивания (в тукосмесях);
- пыль и потери продукта при погрузке/разгрузке и транспортировке;
- риск увлажнения и слёживания, особенно при высокой влажности и длительном хранении;
- внешний вид и сыпучесть: влияет на стабильность фасовки и рыночное восприятие.
Следовательно, линия нужна не просто «чтобы получить гранулы», а чтобы вывести под контроль размер гранул, прочность, содержание мелочи (пыли) и влажность.
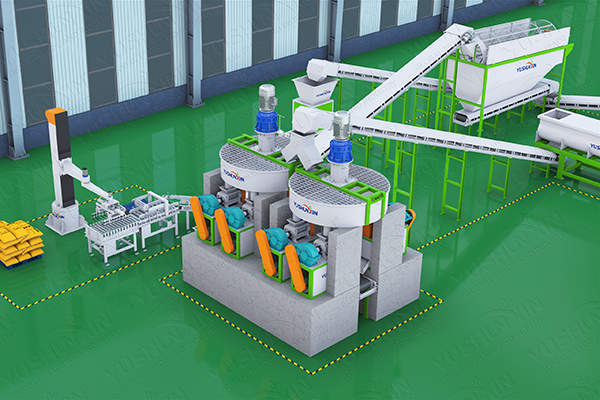
2. Типовая технологическая схема линии (экструзионный маршрут)
Экструзионная линия гранулирования кристаллического сульфата аммония обычно строится по логике: «подготовка — экструзия/формование — дробление/окатку и классификация — охлаждение/покрытие — фасовка».
- Приём и буферное хранение сырья
Кристаллы поступают в бункер, оснащённый антизалипающими/антисводовыми устройствами (противосвод, вибрация), чтобы обеспечить стабильную подачу. - Предварительное дробление и выравнивание (опционально)
Если присутствует комкование или высокая доля кусков, ставят дробилку перед прессованием, чтобы снизить колебания нагрузки на экструдер/пресс. - Дозирование и смешение
Шнековый дозатор или ленточные весы стабилизируют подачу; при необходимости вводят небольшие добавки (антислеживатель или формовочная добавка) и равномерно распределяют их в смесителе. Этот этап во многом определяет стабильность прессования и однородность ленты/брикетов. - Экструзионная (прессовая) грануляция — ключевой участок
Пресс/экструдер уплотняет материал, формируя ленту/пласт/полосы, после чего продукт поступает на узел доведения до требуемой гранулы. Здесь особенно важны подбор параметров и компоновка технологии и оборудования экструзионной грануляции кристаллического сульфата аммония с учётом влажности, крупности, твёрдости кристаллов, а также температурно-влажностных условий, чтобы избежать «проскальзывания», повышенного пылеобразования, неравномерного выхода ленты и чрезмерного разогрева. - Дробление/окатку (доработка гранулы) и грохочение
Лента/полосы доводятся до гранул, далее виброгрохот выделяет товарную фракцию; крупная фракция возвращается на доработку, мелочь — в начало линии (замкнутый контур) для повышения выхода. - Охлаждение/сушка (по условиям площадки)
Экструзия обычно не требует высоких температур, но температура гранул и поверхностная влага могут повышать риск слёживания. При необходимости ставят охладитель или мягкую (низкоинтенсивную) сушку, чтобы обеспечить более безопасное хранение и транспортировку. - Поверхностное покрытие и защита от слёживания (рекомендуется)
С учётом сроков хранения и логистики наносят покрытие (антислеживающее/гидрофобизирующее), повышающее влагостойкость, сыпучесть и устойчивость к слёживаемости. - Весовая фасовка и паллетирование
Фасовка в мешки 25/50 кг или биг-бэги с автоматическим взвешиванием и запайкой/зашивкой.
3. Ключевое оборудование и критерии выбора
3.1 Пресс-гранулятор (экструзионная/валковая грануляция): стабильность формования — критерий №1
Чувствительные точки для кристаллического сульфата аммония обычно связаны с влажностью, твёрдостью кристаллов, долей пыли и условиями окружающей среды. При выборе оборудования важно учитывать:
- конструкцию и материал рабочей поверхности валков: износостойкость и коррозионная стойкость; рисунок/текстура поверхности и эффективность уплотнения;
- диапазон регулировки давления и зазора: адаптация к колебаниям сырья;
- систему подачи и предварительного уплотнения: предотвращение «холостого» режима, проскальзывания и перегрузок;
- устойчивость к непрерывной работе: напрямую влияет на производительность и грансостав.
В инженерных обсуждениях полезнее фиксировать задачу как комплектное решение линии экструзионной грануляции кристаллического сульфата аммония (включая замкнутый контур возврата, покрытие, аспирацию/пылеулавливание и автоматизацию), а не выбирать «только модель гранулятора» — так меньше риск переделок.

3.2 Доработка гранулы и грохочение: определяют выход товарной фракции и долю возврата
Целевой размер (например, 2–4 мм или 3–5 мм) задаёт конфигурацию сит и «агрессивность» доработки. Слишком высокая доля возврата приводит к:
- снижению реального выхода товарной фракции (падение эффективной производительности);
- росту энергопотребления и ускоренному износу;
- увеличению пылеобразования и нагрузки на уборку/аспирацию.
Поэтому эффективность грохочения и схема возвратов должны оптимизироваться совместно с прессованием. Это частая «слепая зона»: оценивают, «можно ли спрессовать», но не оценивают, «можно ли стабильно получать высокий процент годной фракции».
3.3 Покрытие и пылеулавливание: формируют репутацию при хранении и перевозке
Сульфат аммония гигроскопичен; при влажном климате или прибрежном хранении системы покрытия и аспирации особенно важны. Рекомендуется предусмотреть:
- аспирацию на точках пересыпки и загрузки;
- точное дозирование и равномерное распыление покрытия;
- нанесение покрытия после охлаждения гранул — для более стабильного эффекта.
4. Контроль качества: «жёсткие» показатели гранул сульфата аммония
Обычно контролируют:
- грансостав: доля товарной фракции, крупной и мелкой фракций;
- насыпную плотность и сыпучесть: влияет на скорость фасовки и перевозку навалом;
- прочность на раздавливание/истираемость: определяет разрушение при транспортировке и пылеобразование;
- влажность и температура: определяют риск слёживания;
- однородность внешнего вида: влияет на принятие рынком.
Для производственного управления полезно вести «табло» связки: параметры прессования — параметры грохочения — доля возврата — показатели продукта. Так оптимизация параметров и контроля качества экструзионной грануляции кристаллического сульфата аммония опирается на данные, а не на опыт «на глаз»: по доле возврата, доле мелочи и прочности гранул можно быстро понять, где источник проблемы — на формовании или на классификации/доработке.
5. Типовые проблемы и практическая диагностика
- Много мелочи на выходе, гранулы хрупкие
Возможные причины: слишком низкая влажность, недостаточное давление, слишком высокая доля возвратной мелочи, чрезмерная доработка гранулы.
Решения: скорректировать влагу/добавку, увеличить уплотнение, оптимизировать сита и контур возврата, снизить ударность доработки. - Неравномерная лента/пласт, сильные колебания производительности
Возможные причины: нестабильная подача, сводообразование в бункере, колебания крупности кристаллов.
Решения: усилить антисвод, стабилизировать дозирование, добавить предварительное дробление/буферный бункер. - Слёживание готового продукта
Возможные причины: высокая температура, повышенная поверхностная влага, недостаточное покрытие, высокая влажность склада.
Решения: добавить охлаждение/мягкую сушку, оптимизировать покрытие, улучшить влагозащиту упаковки. - Быстрый износ или коррозия оборудования
Возможные причины: неподходящие материалы, возврат пыли, недостаточная герметизация и смазка.
Решения: перейти на износо- и коррозионностойкие материалы, улучшить уплотнения, ввести регламент обслуживания.
Сначала «заложите стабильность» в проект линии гранулирования кристаллического сульфата аммония
Хорошая линия гранулирования — это не просто набор машин, а системная инженерия вокруг цепочки: стабильная подача — стабильное прессование — эффективная классификация — разумный возврат — защита от слёживания готового продукта. В экструзионном маршруте включение в проект замкнутого контура возврата, эффективности грохочения, покрытия и аспирации зачастую даёт больший эффект, чем простая ставка на более «крупную» модель пресса. За дополнительной информацией — обращайтесь:https://www.granulyator.com/product/liniya-granulirovaniya-sulfata-ammoniya/
No Responses